《1》 研磨の必要性
カットしたばかりのガラスは、まだ型紙とは完全には一致していませんし、周囲は鋭くとがっていて危険です。
そこで、回転砥石=ルーターという電動工具を使って、ピースの縁を研磨して仕上げます。
ステンドグラス専用のルーターは2万円ほどする工具ですが、とても活躍しますので、持っていて損はないです。
《2》 ルーターの準備
写真のルーターは、インランド社のインパルスという機種ですが、
他のメーカー(例えばグラスター社)でも同じような構造をしています。
研磨する部分(ガラスとダイヤモンドビット=円筒形のやすり)は水でぬれた状態にて過熱を防ぎます。
そのために、本体トレイに冷却用の水を入れます。

《3》 スポンジの設置
トッププレート(作業板)の穴にスポンジを入れます。このスポンジを通してトレイの水をビットまで導くので、
下端を水に没するようにします。また側面はビットに触れるようにします。
このトッププレートを本体に設置します(下の写真:右)。


《4》 ダイヤモンドビット
ビット(やすり)の周りにはダイヤモンドの粒が埋め込まれています。サイズもさまざまあります。
代表的なものは、直径1/4インチ、3/4インチ、1インチです。最もよく使うのが3/4インチです。
このビットをモーター軸に取り付けます。止めネジの向きがモーター軸のDカット面に一致するように挿入します。
Dカット面とは、モーター軸の一部を平らに削った部分です。
そして、六角レンチで止めネジを締めて、ビットを固定します。
ビットの背後にスポンジが触れていることを確認してください。
ビットの高さは、変えられるので、ガラスとの接触高さを変えることにより、切れ味を維持できます。


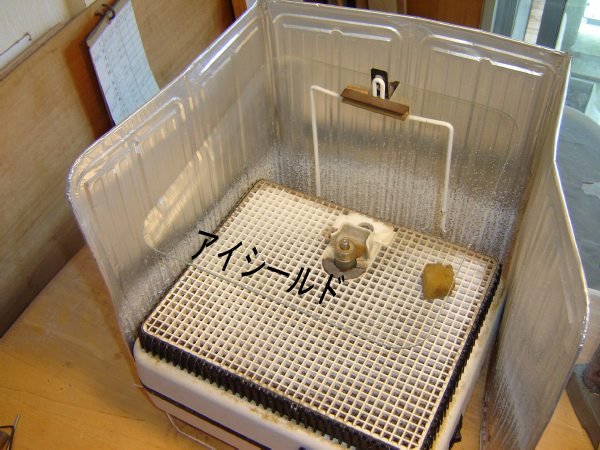
《5》 飛散防止
研磨した粒が飛散しないように、専用アイシールド(目の保護板)と、囲いをして準備完了です。
《6》 研磨の実際
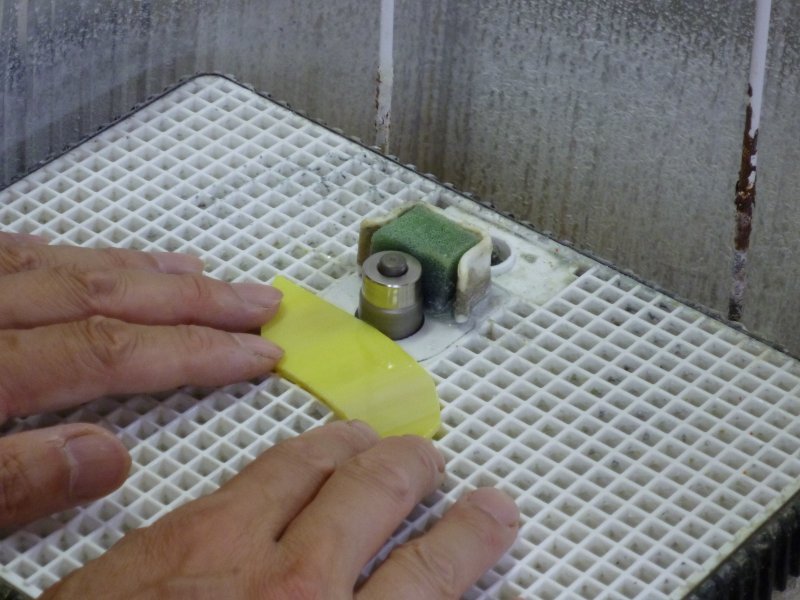
いよいよ実際の研磨です。ルーターのスイッチを入れ、作業台の上で、ビットにガラスの縁を押し当てます。
研磨音が途切れないように注意して、ピースの周囲をぐるっと1周研磨します。そのとき、あまり力を入れないようにします。
周囲を満遍なく研磨したら、今度は出っ張っている部分などを部分的に研磨します。
研磨が終わったら、ピースを水ですすいで洗います。
なお、ルーターはモーター保護のために、15分以上連続して動作させないようにしてください。

動画(54秒)
《7》 寸法確認
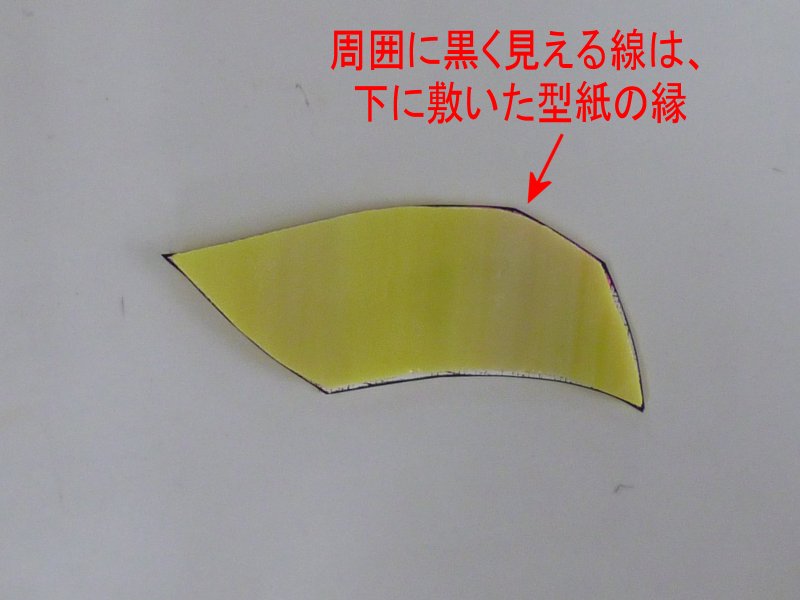
ピースをタオルで拭きます。型紙がぬれると、伸び縮みして大きさが狂ってしまうからです。
ガラスピースを型紙に重ね、型紙より出っ張っている部分が無いかチェックします。理想的には、
全周、型紙より0.2〜0.5mmほど小さく仕上げます。はみ出しているところがあれば、マーカーなどで印を付け、
その部分だけ再度研磨します。
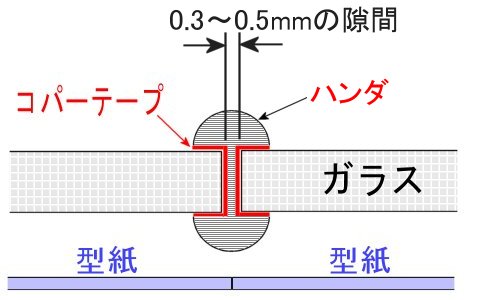
型紙より小さくしなければならない理由ですが、この後コパーテープを巻くと少し太ります。
それと、ピースとピースの間に0.3〜0.5mmの隙間を設けて、融けたハンダが隙間に充填されなければならないからです(下図参照)。

動画(1分21秒)
《8》 後始末
その日の研磨作業が終わったら、ビットを外して水洗いし、トレイの水とガラス粉を捨てておきます。
ビットを付けっぱなしにしていると、食いついて抜けなくなります。ご注意ください。
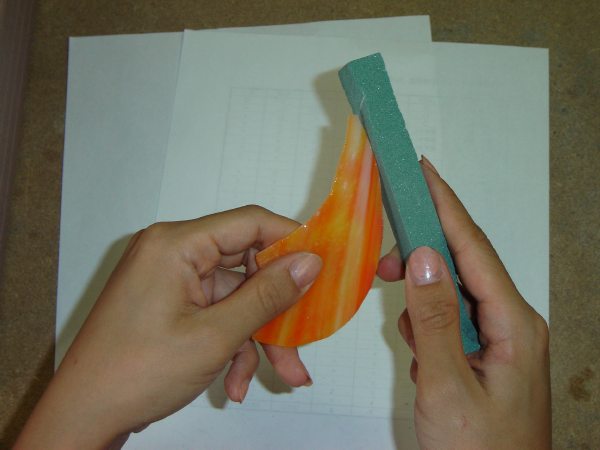
《9》 砥石での研磨
ルーターが無い場合、砥石かダイヤモンドやすり(ハンドやすり)で、地道に研磨する方法があります。
時間はかかりますが、古のステンドグラス職人さん達の苦労に思いを馳せるのもよいでしょう。